Аппарат для аргонодуговой сварки ALUTIG-250HD инвертор


|
Краткие характеристики |
Применение:
Изготовление металлоконструкций;
Судостроение;
Химическое и энергетическое машиностроение;
Механизированная сварка. |
Процесс: Аргонодуговая сварка на постоянном токе;
Аргонодуговая сварка на переменном токе;
MIX TIG;
Сварка покрытым электродом. |
Входная мощность: 230 В, 1-фазная
Диапазон изменения силы тока: 250HD: 5-250A
Номинальная выходная мощности при 40 ° C (104°F):
250HD: 250A при 20 В @60% Рабочий цикл
Вес: 23 кг |
Эксперт по сварке алюминия, точный и эффективный
ALUTIG-200P AC/DC предлагает профессионалам аргонодуговой сварки необходимый контроль, позволяющий подстроить аппарат под их нужды. Каким бы не было применение, наслаждайтесь работой аппарата.
ALUTIG-200P AC/DC – это специалист по точной сварке алюминия, который подходит для любых материалов. Модульная конструкция позволяет вам создать наиболее подходящий вам вид.
Простое управление и широкий спектр функций: Удобная панель управления позволяет быстро переключать необходимые кнопки и регулировать работу аппарата во время сварки на переменном, постоянном токах и аргонодуговой сварки MIX, а также при поджиге сварочной дуги и выходе на заданные сварочные параметры. Ячейки встроенной памяти позволяют легко хранить и менять сварочные параметры.
Особые функции
Очень точная дуга
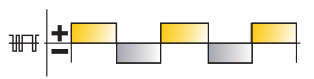
- Постоянный ток +/Постоянный ток- DC+/DC- : Улучшенный старт аргонодуговой сварки. Теперь сварка начинается на постоянном токе (-), что позволяет дольше поддерживать остроту вольфрамового электрода.
- Старт подъема дуги позволяет запускать дугу на переменном или постоянном токе без использования высокой частоты.
- Регулируемая выходная частота переменного тока позволяет оператору сфокусировать дугу, минимизируя зону термического воздействия.
- Расширенный контроль баланса переменного тока помогает поддерживать остроту вольфрама для направления дуги в сварном соединении.
- Независимое управление амплитудой / силой тока позволяет устанавливать силы тока EP и EN независимо, для точного контроля тепловой нагрузки на работу и электрод.
- Наличие множества форм волн:
Стандартная квадратная волна для быстрых скоростей движения и отличного контроля ванны
Плавная квадратная волна для плавной маслянистой дуги с максимальным контролем сварочной ванны и хорошим промачивающим действием
Синусоидальная волна для традиционной более мягко звучащей дуги
Треугольная волна для сокращения тепловой нагрузки на сварочный шов при низкой силе тока
- MIX TIG: можно добиться превосходной концентрации дуги, возможно выполнение безупречной работы сварочного аппарата как на тонких так и на толстых плитах.
Профессиональные характеристики
- Программная память имеет 10 независимых программных ячеек памяти, которые позволяют сохранять и использовать ваши параметры.
- Устройство понижения напряжения. При включении в меню настроек, устройство понижает напряжение разомкнутой цепи в режиме сварки покрытым электродом для использования в электрически опасных условиях или когда использование устройства понижения напряжения необходимо.
- Автоматические повторные подключения для однофазного 115/230В 50/60Гц входа обеспечивают гибкость сварочного процесса в цеху или в области, где 230В может быть недоступно.
- Вес, не более чем 16 кг, позволяет легко переносить аппарат по цеху или по рабочей зоне.
Выдающееся качество:
• Новая разработка с использованием новейших технологий в области силового электронного оборудования, позволяет добиться потрясающей надежности. Это выгодно отличает нас от любых конкурентов.
• Сертифицировано в соответствии с ЕС.
Технические характеристики
|
ALUTIG-200HD |
ALUTIG-250HD |
||||
|
Номинальное входное напряжение |
1 фаза ~230 В ±15% |
1 фаза ~230 В ±15% |
|||
|
Макс. полезная выходная мощность |
TIG: 5,63 кВА |
TIG: 7,81 кВА |
|||
|
|
MMA: 6,60кВА |
MMA: 8,75кВА |
|||
|
Номинальный рабочий цикл (40C) 60% |
TIG: 200A/18 В |
TIG: 250A/20 В |
|||
|
MMA: 160A/26,4 В |
MMA: 200/28 В |
||||
|
100% |
TIG: 160 A/16,4 В |
TIG: 200 A/18 В |
|||
|
MMA: 130А/25,2 В |
MMA: 160A/26,4 В |
||||
|
Диапазон сварочного тока/напряжения |
TIG: 5A/10. 2В~200 A/18 В |
TIG: 5A/10. 2В~250 A/20В |
|||
|
|
MMA: 20А/20.8 В~160 А/26,4 В |
MMA: 20А/20.8 В~200А/28В |
|||
|
Напряжение холостого хода |
70 В~80 В |
70 В~80 В |
|||
|
Коэффициент мощности |
0.8 |
0.8 |
|||
|
КПД |
80% |
80% |
|||
|
Частота импульса |
0.2 Гц~200 Гц |
0.2 Гц~200 Гц |
|||
|
Ширина импульса (Коэффициент) |
1~100% |
1~100% |
|||
|
Аргонодуговая сварка переменного тока (AC TIG) Частотный диапазон переменного тока |
0.2 Гц~200 Гц |
0.2 Гц~200 Гц |
|||
|
Чиста ширина переменного тока (Баланс) |
+40~-40 |
+40~-40 |
|||
|
Коэффициент частоты переменного тока (смещение переменного тока) |
+30~-50 |
+30~-50 |
|||
|
MIX TIG Частота MIX |
0,1Гц~5Гц |
0,1Гц~5Гц |
|||
|
Баланс постоянного тока (%) |
20-80 |
20-80 |
|||
|
Стартовый ток |
5 A~200 A |
5 A~250 A |
|||
|
Ток заварки кратера |
5 A~200 A |
5 A~250 A |
|||
|
Длительность повышения тока |
0.1 с~15 с |
0.1 с~15 с |
|||
|
Длительность понижения тока |
0.1 с-15 с |
0.1 с~15 с |
|||
|
Длительность предварительной подачи газа |
0.1 с-15 с |
0.1 с~15 с |
|||
|
Длительность подачи газа |
0.1 с-15 с |
0.1 с~15 с |
|||
|
Длительность горения точечной дуги |
0.1 с-10 с |
0.1 с~15 с |
|||
|
Форсаж дуги |
10 A~160 A |
10 A~200 A |
|||
|
Длительность горячего старта |
0.1-3 с |
0.1-3 с |
|||
|
Ток горячего старта |
10 A~160 A |
10 A~200 A |
|||
|
Размер (ДхШхВ) |
490x230x385мм |
490x230x385 мм |
|||
|
Вес (кг) |
23кг |
23 кг |
|||
|
|
Система водяного охлаждения: WC-100 |
|
|||
|
|
Рабочее напряжение |
230В 50/60 Гц |
|
||
|
|
Номинальная мощность |
260 Вт |
|
||
|
|
Мощность охлаждения |
1.5 кВт(1 л/мин) |
|
||
|
|
Максимальное давление |
0.3 МПа/60 Гц |
|
||
|
|
Рекомендованная охлаждающая жидкость |
20%~40% этанол/вода |
|
||
|
|
Объем бака |
6.5 л |
|
||
4 типа волн

Общий вид панели управления
Значения параметров панели управления
|
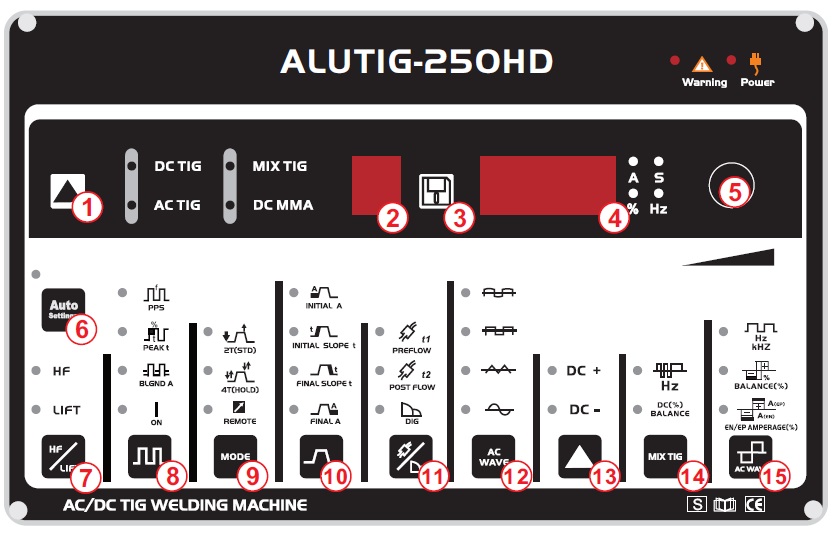
1. Процесс сварки TIG-DC (аргонодуговая сварка на постоянном токе). TIG-АС (аргонодуговая сварка на переменном токе). TIG-MIX DC MMA (ручная дуговая сварка на постоянном токе). 2. Дисплей памяти 3. Память 4. Дисплей амперметра/вольтметра 5. Ручка управления параметрами сварки 6. Стандартный режим настроек 7. Тип поджига дуги Импульс HF Дуга подъема
|
8. Регулировка пульсатора Пиковый ток 5А~200А Базовый ток 5А~200А Частота Импульса 0,2Гц~200Гц Ширина импульса (коэффициент) 1~100% 9 Режим 2T(STD) 4T(HOLD) Точечная дуга 10. Управление секвенсером Стартовый ток дуги: 10А~160А Ток заварки кратера: 5А~200А Время нарастания тока: 0,1~10с. Время понижения тока: 0,1~15с. 11. Длительность предварительной подачи газа: 0,1-10с. |
12. Тип волны переменного тока Расширенная квадратная форма волны Плавная квадратная форма Треугольная форма волны Синусоидальная волна 13. Полярность зажигания дуги переменный ток +/- 14. TIG-МИКС (только для процесса MIX TIG) Частота MIX: 0.1 Гц-5 Гц Баланс переменного тока (%) 10-90 15. Форма волны переменного тока Диапазон частоты переменного тока 20Гц~200Гц Чистая ширина переменного тока (Баланс) +40~-40 Чистый Коэффициент переменного тока (смещение) +30~-50 |
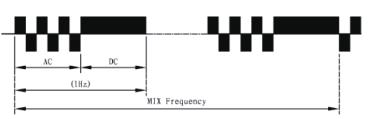
Управление TIG-МИКС
Особенности TIG-MIX
|
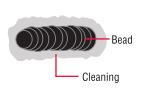
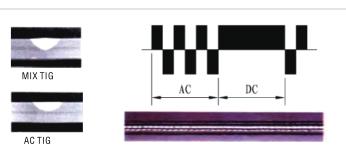
Особенности TIG-MIX: Переменный ток может обеспечить очень хорошую очистку от оксидной пленки, а постоянный ток может обеспечивать более глубокое проплавление. С помощью TIG-MIX можно получить отличную концентрированную дуги, которая дает возможность выполнять деликатную сварку как тонких, так и толстых пластин. 1) Хороший внешний вид сварки, глубокое проплавление 2) Отличная концентрация дуги 3)Увеличивает срок службы вольфрамового электрода |
|
|
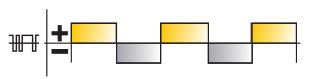
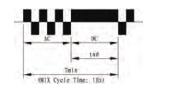
Частота TIG MIX (Гц): Длительность цикла TIG MIX - 1 секунда. Настраиваемый диапазон: 0.1-10 Гц. |
|
|
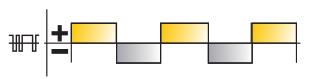
Баланс (постоянного тока) TIG MIX %: Баланс постоянного тока (%) = (tad/Tmix) x 100 |
|
Элементы управления формой волны переменного тока
|
|
 |
 |
||||
|
Управление частотой переменного тока Управляет шириной конуса дуги. Увеличение частоты переменного тока обеспечивает более целенаправленную дугу с улучшенным контролем направления. |
Более широкая капля, хорошее проплавление, идеальное для наплавки |
Более узкая капля для угловых швов и автоматизированного применения |
||||
|
Примечание. Уменьшение частоты переменного тока смягчает дугу и расширяет сварочную ванну для получения более широкого сварного шва |
Более широкая капля и дуговая очистка
|
Более узкая капля и дуговая очистка
|




|
|
 |
 |
||||
|
Управление балансом переменного тока Управляет дуговой очисткой. Регулировка % EN формы волны переменного тока управляет шириной зоны очистки от оксидной пленки вокруг сварного шва.
|
Более широкая капля, хорошее проплавление, идеальное для наплавки |
Более узкая капля, хорошее проплавление, идеальное для наплавки |
||||
|
Примечание. Установите регулятор Баланса переменного тока таким образом, чтобы достичь надлежащей очистки от оксидной пленки по бокам и перед сварной ванной. Баланс переменного тока должен быть точно настроен в зависимости от того, насколько тяжелыми и толстыми являются оксиды.
|
Более широкая капля и дуговая очистка от оксидной пленки |
Более узкая капля без видимой очистки
|




 |
 |
 |
|
Независимое управление силой переменного тока Позволяет независимо устанавливать значения силы тока EN и EP. Регулирует соотношение силы тока EN и EP для точной регулировки подачи тепла на деталь и электрод. |
Более широкая капля, хорошее проплавление, идеальное для наплавки |
Более узкая капля, хорошее проплавление, идеальное для наплавки |
|
Сила тока EN контролирует уровень проплавления, в то время как сила тока EP резко влияет на дуговую очистку от оксидной пленки вместе с управлением балансом переменного тока. |
Более широкая капля и дуговая очистка
|
Более узкая капля без видимой очистки
|